UNITED STATES
PATENT
OFFICE.
BENJAMIN C. TILGHMAN, OF
PHILADELPHIA, PENNSYLVANIA.
IMPROVEMENT IN CUTTING AND ENGRAVING STONE, METAL, GLASS, &c.
Specification of
Letters Patent No. 108,408, dated October
18, 1870
 To all whom it may
concern:
To all whom it may
concern:
Be it known that I, BENJAMIN C. TILGHMAN, of Philadelphia,
Pennsylvania, have invented an Improvement in Cutting, Grinding, and
Engraving Stone, Metal, Glass, and other hard substances; and I do
hereby declare that the following is a full and exact description
thereof, reference being had to the accompanying drawing.
My invention consists in cutting, boring, grinding,
dressing,
pulverizing, and engraving stone, metal, glass, wood, and other hard
or solid substances, by means of a stream of sand or grains of quartz,
or of other suitable material, artificially driven as projectiles
rapidly against them by any suitable method of propulsion.
The means of propelling the sand which I prefer is by a
rapid jet or
current of steam, air, water, or other suitable gaseous or liquid
medium; but any direct propelling force may he used, as, for example,
the blows of the blades of a rapidly-revolving fan, or the centrifugal
force of a revolving drum or tube, or any other suitable machine.
The greater the pressure of the jet the bigger will be the
velocity
imparted to the grains of sand, and the more rapid and powerful the
cutting effect upon the solid substance.
At a high velocity of impact the grains of sand will cut
or wear away
substances much harder than themselves. Corundum can thus be cut with
quartz-sand, and quartz-rock can be cut or worn away by small grains or
shot of lead.
I have sometimes used iron-sand composed of small globules
of cast-iron.
By the term sand in this specification I mean small grains
or particles
of any hard substance of any degree of fineness, of which common
quartz-sand is a type.
The hardest steel, chilled cast-iron, or other metal, can
be cut or
ground by a rapidly-projected stream of quartz sand. Articles of cast
or wrought metal may have their surfaces thus smoothed and cleaned from
slag, scale, or other incrustation. The surfaces of wrought stone in
buildings or elsewhere can thus be cleaned I and refreshed. By means of
stencil-plates, screens, or suitable covering substances, letters or
designs can thus be cut or engraved upon hard substances.
By varying the shape, number, and direction of the
projected streams
of sand, and by giving to them and to the articles treated suitable
movements, by means of lathes, planing or drilling machines, or other
known mechanical devices, cuts or holes may be made of any shape or
size.
When sand of a brittle nature, such as quartz or emery, is
very rapidly
projected against a hard material, the grains are broken by the shock
into fine powder, and the process may thus be used as a method of
pulverization.
Where a jet of water under heavy pressure is used, as in
hydraulic
mining, the addition of sand will cause it to cut away hard and
close-grained substances upon which the water alone would have little
or no effect.
Pebbles or stones of size and weight as great as can be rapidly
projected by the jet of water used will have a battering, penetrating,
and dislocating effect, which will assist the disintegrating and
scouring action of the water.
Heretofore when sand bas been used as a grinding or
cutting material it
has been applied between solid substances moved over each other under
heavy pressure, so as to make a series of scratches, as in the ordinary
cutting of stone and glass, or else in a solidified form, as in a
grindstone or sand-paper, or sometimes in a semi-fluid state, as when a
body is rubbed or moved in a mass of sand,
The peculiar feature of my invention, which distinguishes
it from other
methods of cutting and grinding, is that each grain of sand acts by its
own velocity and momentum like a bullet or projectile, and pulverizes,
cuts, or indents the object it strikes.
From this peculiarity of action it results that some
substances, which,
though comparatively soft, are also tough or malleable or elastic, and
not pulverizable by a blow, such as copper, lead. Paper, wood, or
caoutchouc, for example, are less rapidly cut and ground by the
sand-blast, particularly at moderate velocities, than some much harder
substances which are brittle or pulverizable, such as stone, glass, or
porcelain. Another peculiarity of the sand-blast is that the grinding
or cutting action takes place upon irregular surfaces, cavities,
corners, and recesses hardly accessible to ordinary methods.
I believe that steam will generally be found the most
convenient
impelling-jet, particularly for high velocities, but in some localities
air or water may be cheaper.
I have used steam of all pressures, sometimes exceeding
four hundred
pounds per square inch, and have found its efficiency to increase
rapidly with the pressure.
I believe that when it is desired to cut or grind hard
substances
rapidly it will be advantageous to use steam of as high pressure as
can practically be made available; but each operator can choose the
pressure most convenient for his circumstances, and the kind of work
he wishes to do.
The following is a method of carrying my invention into effect,
taking
for example the cutting of stone by means of quartz-sand projected by
a jet of steam of about three hundred pounds pressure per square inch.
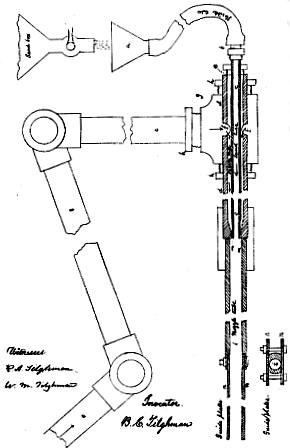
The sand is fed into a funnel, a,
which is connected by a flexible tube
and turning-joint, b, with an
iron or steel tube, c c, of
any
convenient length, and about seventeen one-hundreds of an inch bore,
which I call the sand-tube. This tube is firmly secured exactly in the
center of another iron or steel tube, d
d, of about one-half inch
bore, which I call the steam-tube. The interval between tile tubes is
closed at one end, e. At
their other ends both tubes are brought to the
same length, but the bore of the outer tube d is here contracted to a
diameter of twenty-six one-hundredths of all inch for about
one-quarter of an inch from its end, and about half an inch of the end
of the inner tube c is reduced to a cylinder of twenty-three
one-hundredths of an inch external diameter, so as to leave between the
ends of the tubes a smooth, regular, annular opening, mm, of about
fifteen one-thousandths of an inch in width, continuing of this size
for about a quarter of an inch in length, and then enlarging gradually
to the full diameter of the steam-tube. This annular opening m m forms
the passage for the escape of the steam. The steam-tube d is connected
with the steam-boiler by the holes f
f, the T-piece,
g, the
stuffing-boxes h h h, and the
jointed pipes o o o, so as to
allow; it
to be rotated and moved in any direction. An iron or steel tube, i i,
which I call the nozzle-tube, about thirty-eight one-hundredths of an
inch in bore, and six inches long, is fastened on the end of the
steam-tube. The end of the sand-tube c
is accurately adjusted and
firmly fastened exactly in the center of the steam-tube d, so that the
annular opening is everywhere of the same width, and the nozzle-tube is
adjusted so that its axis or central line coincides perfectly with the
axis of the steam-jet issuing from the annular opening. The perfect
accuracy of these adjustments is important. The hole of the nozzle-tube
is adjusted by trial to the size and pressure of the steam-jet, so as
to produce the amount of suction desired in the sand-tube.
For the sake of brevity the stream of sand impelled by the
jet of
steam, air, &c., will herein be called "the sand-blast," and the
system of tubes for producing it will be called "the blast-pipe."
The sand used should be sifted of even size, and should be
clean, hard,
sharp, and dry, so as to run regularly through a small hole without
clogging.
I have found sand which will pass through a sieve of forty
wires per
inch, and not through one of forty-eight wires, to cut faster than sand
which will pass through a sieve of twenty wires, and not through one of
thirty wires to an inch.
The steam should be dry and free from condensed water.
When used at a
distance from the boiler a steam separator or purger should be used
(such as is well known to engineers) and the pipes kept well wrapped.
The operation is as follows: The steam is turned on and
issues with
great velocity from the annular opening m m. This creates a suction
and current of air in the sand-tube c
c. A sliding valve in the bottom
of the sand-box is now opened and lets a stream of sand, of from one to
two pints per minute, fall into the funnel a, whence it is carried, by
the current of air, through the sand-tube, and is sucked into the jet
of steam and driven by it through the nozzle-tube, acquiring a high
velocity, and finally strikes against the stone to be cut, which is
held about an inch distant from the end of the nozzle.
The shattered fragments of the sand and stone, partly in
very fine
powder, and the waste-steam, escape sidewise and backward. A dull red
light may be seen at the point of impact of the sand and stone. If the
sand-blast is kept directed steadily at the same spot, a hole will
gradually be cut, the diameter of which at the surface is greater than
that of the steam-jet, but which grows smaller and becomes conical as
it penetrates deeply into the stone.
I have observed that this tendency to form a conical hole
increases
with the hardness of the substance operated on, and that it diminishes
as the pressure and velocity of the of the blast is increased. To make
a hole or cut with parallel sides I have found that the blast should be
slightly inclined toward each side alternately. The angle of incidence
will vary with the hardness of the stone and the pressure of the jet I
used. In cutting granite, with a steam-jet of about three hundred
pounds pressure per square inch, I have found an inclination of about
one in nine to make a parallel cut. Operating on rather soft-burnt
brick with the same jet, without inclination, the sides of the cut were
almost parallel. Sufficient space must always be allowed for the escape
of the current of waste steam and sand, and, consequently, when a. deep
bole is to be cut, its diameter must be great enough to admit this
escape round the blast-pipe when it is advanced to near the bottom of
the hole.
In cutting holes I have found it convenient to use a
blast-pipe, bent
at a point about two inches back of the annular jet to an angle of
about one in nine, and to use a nozzle-tube only about two inches long.
The blast-pipe being rotated and directed successively to
all parts, a
hole of any shape can be cut with parallel sides, or the sides may be
undercut, so that the hole will he of greater diameter at the bottom
than at the top. Chambers for blasting-powder may thus be made.
In cutting long narrow grooves I have found it convenient
to arrange
parallel guide-plates, of iron or steel, n n, about one and a half
inches wide and projecting about three inches from the end of the
nozzle-tube, leaving between the plates a space about equal to the bore
of the nozzle-tube. The effect of these plates is to prevent the
sand-blast from diverging, and to make the edges and surface of the
groove more even and regular.
In dressing stone so as to produce a flat surface, I have
found it
convenient to cut first a narrow groove about half an inch deep; and
then to break or split off the overhanging edge; and then continue or
deepen the groove and break off the new overhanging edge, and so on.
When the stone varies in hardness in different spots, the
workman must
keep the blast directed upon the hard spots until he sees that they are
worn down to the desired level, and must pass it quickly over soft
spots as soon as he sees they are sufficiently cut.
As most kinds of stone contain frequent alternations of
hard and soft
spots, constant care and attention must be given by the operator
obtain an even surface.
A sheet-iron guard or shield is arranged to protect the
face and eyes
of the workman from the rebounding sand, and a narrow slit in it
enables him to watch and regulate the progress of the operation.
Suitable movements are to be given to the blast-pipe or to
too stone,
or to both, by hand or by any suitable machinery, so as to produce the
shape of cut desired.
If the axis of the nozzle-tube and guide-plates does not
coincide
accurately with that of the steam jet, they will be rapidly cut away by
the sand-blast. If any obstruction, from dirt or scale chokes up one
side of the annular opening, of the steam-jet, the sand-blast will be
distorted sidewise and will rapidly cut away the nozzle-tube.
I have found the above-described method of introducing the
sand into
the impelling-jet by means of the suction produced by the jet itself to
give good results, but it is to be understood that I do not confine
myself thereto.
I am aware that part of the pressure of the jet is thereby
lost; but I
think the practical convenience counterbalances this loss.
I have sometimes used a strong close vessel to contain the
sand, and
introduced a current of the steam, air, or water under pressure, above
the sand, and then by suitably regulating the cock on the pipe leading
to the top of the closed vessel, and the cock on the pipe leading to
the impelling-jet, a current of the fluid can be made to pass through
the close vessel and carry with it any desired quantity of sand into
the impelling-jet.
When the steam is used in this manner the close vessel
must be kept hot
enough to avoid the condensation of water among the sand, which would
prevent its running through the pipes. A current of air forced into the
close sand-box, at a pressure greater than that of the steam employed,
may also be used as a means of conveying the sand into the impelling
steam-jet.
I have observed that the quantity of stone cut by a given
a sand-blast
in a given time is much greater when ample space for free escape is
afforded to the sand and steam after they have struck the stone than
when the space for escape is narrow and confined.
When a rapid lateral motion is given to the blast-pipe or
to the stone,
so that the sand is constantly striking upon a fresh surface, a much
greater cutting effect is produced than when the blast is kept pointed
at one spot.
In the latter case, it appears that the sand and steam
rebounding back
from the stone interfere considerably with the fresh sand which is
being projected toward the stone. This interfering effect is
particularly evident when a hole is cut but little larger than the
diameter of the sand-blast.
I have noticed that when a sand blast is held at four or
five inches
distance from a stone, a greater quantity will be cut than when the
same sand-blast is held at but one inch distance. Also, that when a
sand-blast is directed at an angle of from thirty to forty-five degrees
with the face of a stone, a greater quantity will be cut than when the
same sand-blast, at the same distance, (one inch,) is directed at an
angle of ninety degrees with the face of the stone. The divergence of
the sand-blast spreading it over a. wider surface of the stone, and
also giving it more room to escape, and thus to avoid interference with
the oncoming sand, appears to be the explanation in these cases. But I
have found that in cutting a narrow groove more progress is made by
keeping the blast-pipe directed square at the stone, and keeping the
stone as close to the guide-plates as its shape will permit, for,
although the gross quantity of stone cut away may be less than at a
greater distance, the effect is more concentrated and confined to the
desired spot and direction.
The quantity of sand to be used with a given steam-jet may
be
considerably varied according to the object desired. When a soft stone
is to be cut, over a wide surface, so that a free sidewise escape can
be given, a quantity of sand two or three times as great, as above
described may be used; but where a hard stone is to be cut in a narrow
groove a small feed of sand produces a better result.
For purposes where only a small quantity of material is to
be cut or
ground away from the surface of a hard substance, and where only a
moderate velocity of the sand is required, I have found the current of
air produced by the ordinary rotary fan to he convenient.
I have used this method for grinding or depolishing glass,
china, or
pottery, either on entire surfaces, or on surfaces, partially covered
and protected, so as to produce an engraving of letters, ornaments, or
designs.
In engraving designs air is more convenient than steam as
an
impelling-jet, in this respect: that the sand keeps dry and rebounds,
leaving the pattern clear, while with steam the sand becomes damp and
is apt to adhere to and clog the fine lines and corners. The sand being
fed into the fan is carried along by the current of air in a tube or
close trunk and strikes upon the glass, which is held or moved opposite
the mouth of the trunk and cuts, grinds, or stars its surface.
One arrangement which I have found convenient for flat
glass is, to
cause the air-current from the fan to descend in a narrow vertical
tube of a cross-section about three feet long by one inch wide, into
the top of which the sand is evenly introduced by numerous small pipes
at the rate of about twenty cubic inches per minute for each square
inch of cross-section. A traveling apron, carries the sheets of glass
gradually and regularly beneath the sand-blast at about one inch
distance.
The finer the sand used and the less the pressure of the
blast, the
finer is the grain of the depolished surface. Also, the finer the sand
used, the more weak and delicate may be the texture of the covering
substance used to produce the design.
Good results have been obtained with designs cut in a
layer of wax and
with paper or lace pressed close to the glass, and using sand which
passed through a sieve of fifty wires per inch, and an air-blast of a
pressure of about one inch of water. With sand reduced to very fine
powder, and in an air-blast of a pressure of eight or ten inches of
water, a very delicate depolishing of the surface of glass has been
produced.
Numerous processes are known and used in the arts for
producing,
printing, or transferring designs on surfaces. Any of these processes
by which a design can be produced or transferred in a sufficiently
tough and resistant medium, may be used to prepare a surface for being
engraved by the sand-blast.
Many natural objects, such as plants, leaves, insects,
&c., which
can be fastened flat upon a surface, have sufficient strength and
resistance to a blast of fine sand to admit of their outline being
thus engraved. Glass, colored by a thin stratum of colored glass on one
surface, may he ornamented by designs cut or ground through its colored
stratum.
Designs engraved by the sand-blast to a sufficient depth,
either in
relief or intaglio on a smooth surface - slate or glass for example -
can be reproduced by known processes of printing. When the sand-blast,
at moderate velocities, is directed upon a metallic surface, it removes
but little of the metal, but the grains of sand make innumerable small
indentations, of the surface, and produce a frosted, dull, matt, or
dead appearance. By using suitable stencil-plates or covering
substances designs or devices can thus be engraved on metallic
surfaces.
If desired, the sand may be propelled by a current of air
produced by
suction, or a partial vacuum made in any convenient manner, as by a
fan or steam-jet, or any other known machine; or the sand may be
impelled by a mixed current of steam and air produced by a steam-jet in
the ordinary manner.
I have produced some cutting and grinding effects by sand
impelled by
the force of gravity. A stream of sand fed into the top of a. high
vertical tube at first falls slowly, but, after the air in the tube is
set in motion the sand gradually falls more, rapidly, and can finally
acquire velocity sufficient to grind or depolish glass.
I have described above several arrangements for projecting
the sand
with the requisite velocity, but I do not mean to confine myself
thereto. Any method or arrangement may be used by which sufficient
velocity can be artificially given to the sand to enable it to cut or
grind the object.
What I claim as my invention, and desire to secure by
Letters Patent,
is —
1. The cutting, boring, grinding, dressing, engraving,
and pulverizing
of stone, metal, glass, pottery, wood, and other hard or solid
substances by sand used as a projectile, when the requisite velocity
has been artificially given to it by any suitable means.
2. The artificial combination of a jet or current of
steam, air,
water, or other suitable gaseous or liquid medium with a stream of
sand, as a means of giving velocity to the sand, when the sand is used
as a projectile, as a means of cutting, boring, grinding, dressing,
engraving, and pulverizing stone, metal, glass, pottery, wood, and
other hard or solid substances.
3. The combination of a rotary fan, centrifugal machines,
and other
machines capable of giving direct mechanical impulse with a stream of
sand as a means of giving velocity thereto, when the sand is used as a
projectile as a means of cutting, boring, grinding, dressing,
engraving, and pulverizing stone, metal, glass, pottery, wood, and
other hard or solid substances.
4. As a new manufacture, articles of stone, metal, glass,
pottery,
wood, and other hard or solid substances, which have been cut, bored,
ground, dressed, engraved, or pulverized by sand used as a projectile,
when the requisite velocity has been artificially given to the sand by
any suitable means.
5. As a new manufacture, articles of stone, metal, glass,
pottery,
wood, and other hard or solid substances which have been cut, bored,
ground, dressed, engraved, or pulverized by sand used as a projectile,
to which the requisite velocity bas been artificially given by a jet or
current of steam, air, water, or other suitable gaseous or liquid
medium.
6. As a new manufacture, articles of stone, metal, glass,
pottery,
wood, and other hard or solid substances, which have been cut, bored,
ground, dressed, engraved, or pulverized by sand used as a projectile,
to which the requisite velocity has been given by rotary fan,
centrifugal machine, or other machine capable of giving direct
mechanical impulse.
7. When a jet or current of steam, air, water, or any
other suitable
gaseous or liquid medium is employed to give velocity to sand used as a
projectile, as a means of cutting, boring, grinding, dressing,
engraving or pulverizing stone, metal, glass, pottery, wood, and other
hard or solid substances, the use of the following devices for
introducing the sand into the jet of steam, air, water, &c.: first,
the suction produced by the jet of steam, air, water, &c.; second,
a strong close vessel or sand-box, into which the pressure of the
steam, air, water,&c., is introduced, and through which, when
desired, a current of it may be made to pass.
B. C. TILGHMAN.
Witnesses:
R. A. TILGHMAN,
W. M. TILGHMAN.
