(source)
(source)
|
Henry Maudslay
(22 Aug 1771 - 14 Feb 1831)
British engineer and inventor who designed the metal lathe with slide-rest, and who developed his workshop and trained his employees to machine products with great accuracy.
|
Henry Maudslay
from English and American Tool Builders (1916)
[p.33] We have mentioned Henry Maudslay frequently. In fact, it is hard to go far in any historical study of machine tools without doing so.1
Maudslay was born in Woolwich in 1771. He was the son of an old soldier working in the arsenal, and had but little schooling. At twelve he was at work in the arsenal, first as a “powder monkey” filling cartridges, later in the carpenter shop and smithy. Young as he was, he soon became the leader among the workmen. He was a born craftsman and his skill was soon the pride of the whole shop. To dexterity he added an intuitive power of mechanical analysis and a sense of proportion possessed by few men, and from the beginning he showed a genius for choosing the most direct and simple means for accomplishing his purpose. He was a great favorite among his fellows from his fine personal appearance, his open-heartedness and complete freedom from conceit.
In the chapter on Bramah we have seen how Bramah, seeking someone to help him devise tools to manufacture his locks, turned first to an old German mechanic in Moodie’s shop. One of the hammer men in Moodie’s shop suggested Maudslay, apologizing for his youth, but adding that “nothing bet him.” When Bramah saw Maudslay, who was only eighteen, he was almost ashamed to lay his case before him. Maudslay’s suggestions, [p.34] however, were so keen and to the point that the older man had to admit that the boy’s head at least was old enough. He adopted the suggestions and offered him a job in his shop at Pimlico, which Maudslay gladly accepted. As he had served no apprenticeship, the foreman had doubts of his ability to work among experienced hands. Without a moment’s hesitation Maudslay pointed to a worn-out bench vice and asked whether he could take his rank among the other workmen if he could fix it as good as new before the end of the day. He was told to go ahead. He resteeled and trued the jaws, filed them up, recut and hardened them, and before the time set had it together, trimmer and in better shape than any of its neighbors. It was examined, admired and accepted as his diploma as a journeyman.
His advancement was rapid, and in about a year, while still only nineteen, he was made general foreman and maintained his leadership without the slightest difficulty. He remained with Bramah for eight years, during which time the two laid the foundation for many of the modern machine tools, more especially the slide-rest and screw-cutting lathe. We have already considered Maudslay’s work done in connection with Bramah and little need be added here in regard to it. During this time Bramah invented the hydraulic press, but the cup-leather packing which is so essential a part of it was suggested by Maudslay.
He left the Pimlico shop because Bramah would not give him more than 30 shillings ($7.50) a week, and with a single helper started a little blacksmithing and jobbing shop on his own account near Wells and Oxford streets in London.
His first customer was an artist who gave him an order for an iron easel. Business prospered and he found plenty of work. His reputation was established, [p.35] however, in connection with the Portsmouth block machinery, which was described in the last chapter. The building of this machinery occupied about eight years, from 1800 to 1808. The design was substantially Brunel’s, but Mr. Nasmyth says that “every member of it was full of Maudslay’s presence and the mechanical perfection of its details, its practicability and adaptability show his handiwork at every turn.”
Soon after this work was undertaken, Maudslay moved his shop to Margaret Street, near Cavendish Square. During the building of the block machinery Maudslay had met Joshua Field, who had been engaged as a draftsman in the Portsmouth dockyards under Sir Samuel Bentham and had worked with him in the development of the machinery. Field was transferred to General Bentham’s office at the Admiralty in 1804, and a year later joined Maudslay. Five years later they moved to Lambeth on the south side of the Thames and bought an old riding school on Westminster Road on what was formerly a swampy marsh. Here the firm of Maudslay & Field continued its long and famous career. Few firms have influenced mechanical development more, and for many years it was one of the leading machine shops of the world. Here Maudslay did his life work as one of the leaders in the development not only of machine tools but of the steam engine, both stationary and marine. After his death in 1831 the business was continued by Mr. Field, who outlived him many years, and by Maudslay’s son and grandson, both of whom were fine mechanics and men of great influence.
It was in connection with the slide-rest and screw-cutting lathe that Maudslay is best known. Too much value cannot be placed on the slide-rest and its combination with a lead screw, operated by change gears. It is [p.36] used in some form in almost every machine tool and is one of the great inventions of history.
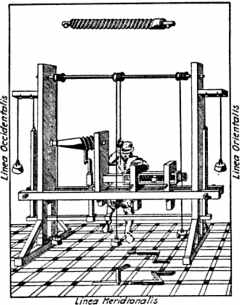
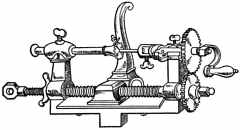
Like most of the great inventions, it was the work of many men. In crude applications, parts of it date back to the Middle Ages. Leonardo da Vinci caught an inkling of it. French writers in the sixteenth and seventeenth centuries describe and illustrate devices which involve the parts of it. Fig. 13, reproduced from an illustration in the old work of Besson, first published in 1569,2 shows a lead screw. The copy from which this illustration was taken is printed in Latin and is in the Astor library, New York. The upper shaft had three drums; the middle one carried the rope which was manipulated by the operator. Of the drums at the ends, the one at the left operated a lead screw and the one on the right, the piece being cut. The two outer weights held the follower up against the lead screw. The cutting was, of course, intermittent, as in all the earlier types of lathes. The idea of the lead screw occurs in other French works of the seventeenth and eighteenth centuries. In the lathe shown in Fig. 14, from a French book published in 1741,3 gears instead of ropes were used to connect the rotation of the lead screw with that of the work, but if the idea of change gears was contemplated, it was not developed.
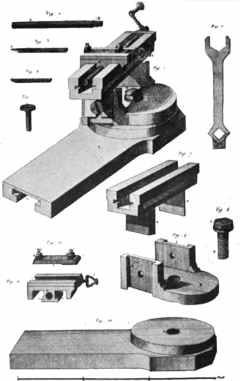
The slide-rest was also known. An illustration of a French slide-rest, published long before Maudslay’s time, is reproduced in Fig. 3. In Bramah’s original “slide-tool,” the tail-stock and slide-rest were[p.38] combined.4 It was made about 1795 by Maudslay while still his foreman. How much of the design was Bramah’s and how much Maudslay’s we cannot tell. It was a light, flimsy affair and very different from the slide-rests Maudslay was making only a few years later.
In none of these was the slide-rest combined with change gears and a power-driven lead screw. It was this combination which formed Maudslay’s great contribution, together with improvements in proportion and in mechanical design which raised the device from an ingenious but cumbersome mechanical movement to an instrument of precision and power. Jesse Ramsden, a famous instrument maker, is said to have made a small lathe in 1775, which had change wheels and a sliding tool holder moved by a lead screw. The writer has been unable to find any illustration or description of it, and if such a lathe existed, it certainly did not exert a very wide influence. The combination was anticipated in Bentham’s famous patent of 1793. In this patent Bentham says: “When the motion is of a rotative kind, advancement (of the tool) may be provided by hand, yet regularity may be more effectually insured by the aid of mechanism. For this purpose one expedient is the connecting, for instance, by cogged wheels, of the advancing motion of the piece with the rotative motion of the tool.”5 This patent contained no drawings, and the suggestion was not, so far as is known, embodied in any definite construction.
Many men were working at the problem of generating an accurate screw thread. The use of dies was quite well known, but their design and workmanship was of the crudest order and their product of the same [p.39] character; and they were inadequate for the making of any large threads. Holtzapffel’s book on “Turning and Mechanical Manipulation,” published in London, 1847, describes some of the attempts of the earlier mechanics to devise other means.8 At the famous Soho works in Birmingham a workman by the name of Anthony Robinson cut a screw 7 feet long and 6 inches in diameter with a square, triple thread. After the cylinder had been turned, paper was cut and fitted around it, removed, marked in ink with parallel oblique lines, then replaced on the cylinder and the lines were pricked through with a center punch. The paper was again removed and dots connected by fine lines with a file. The alternate spaces between the lines were then cut out with a chisel and hammer and smoothed by filing. A block of lead and tin, as a temporary guide nut, was then cast around the partially formed screw. Adjustable cutters were fixed upon this guide nut and it was used as a kind of tool-holding slide-rest, being rotated around the screw by hand levers, thereby cutting the finished thread. In other words, a lead screw was cut on the piece itself and the temporary nut was used as a tool holder to finish the work.
One method used for some purposes was to coil two wires around a core in close contact with each other. One of these was then removed, leaving a space corresponding to the hollow of the thread. The core and remaining wire were then dipped in melted tin and soldered together. In some cases they were actually used in this form as the desired screw thread. In others, the helical wire was used to guide a sleeve nut which controlled a tool used to cut a thread located farther up on the length of the core.
Another method resorted to was that of grooving a smooth cylinder by a sharp-edged cutter standing at the [p.40] required pitch angle and relying on the contact of the knife-edge to produce the proper traverse along the cylinder as it was rotated, thus developing the screw. This method is not so crude as it seems and was one of those used by Maudslay himself. He also used a flat steel tape wound about a cylindrical bar, but he found the inclined knife method more satisfactory. The device which he used was a mechanism of considerable refinement. He employed cylinders of wood, tin, brass and other soft metals accurately mounted to revolve between centers. The hardened knife was crescent-shaped, nearly fitting the cylinder, and fixed at the required angle with great precision by means of a large graduated wheel and tangent screw. A chasing tool carried by a small, adjustable slide cut the thread as the stock moved forward under the incisive action of the inclined knife edge. Hundreds of screws, both right and left, were made by this device, and their agreement with each other is said to have been remarkable. This was the way in which Maudslay generated his first lead screws.
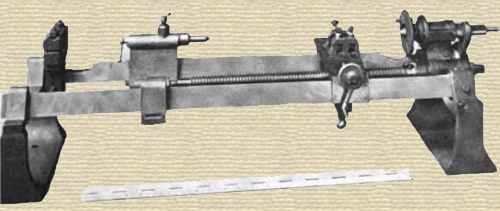
With the best of the screws so obtained Maudslay made the first screw-cutting lathe a few years prior to 1800, shown in Fig. 15,7 which had two triangular bars for a bed, and was about three feet long. The headstock carried a live spindle, which was connected with a lead screw by a pair of gears, and a slide-rest ran upon the triangular bars under control of a lead screw having four square threads per inch. In this machine he at first used different lead screws for different pitches. The inner end of the lower spindle in the headstock had a two-jawed driving device, which might be disconnected and into which various lead screws might be fitted. Later he added change gear wheels.
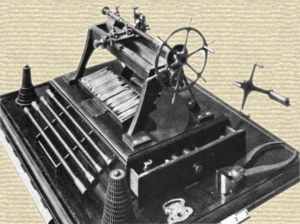
[p.41] The great idea of using a single lead screw for various pitches, by means of change gears, was Maudslay’s own. Fig. 16 shows how rapidly the idea was developed.8 This machine, built about 1800, is distinctly modern in appearance. It has a substantial, well-designed, cast-iron bed, a lead screw with 30 threads to the inch, a back rest for steadying the work, and was fitted with 28 change wheels with teeth varying in number from 15 to 50. The intermediate wheel had a wide face and was carried on the swinging, adjustable arm in order to mesh with wheels of various diameters on the fixed centers. Sample screws having from 16 to 100 threads per inch are shown on the rack in front. Both of these lathes are now in the South Kensington Museum in London. With lathes of this design, Maudslay cut the best screws which had been made up to that time. One of these was 5 feet long, 2 inches in diameter, with 50 threads to the inch, and the nut fitted to it was 12 inches long, thus engaging 600 threads. “This screw was principally used for dividing scales for astronomical and other metrical purposes of the highest class. By its means divisions were produced with such minuteness that they could only be made visual by a microscope.”9
Some idea of how far Maudslay was in advance of his time is shown by the fact that the wooden pole-lathes in Fig. 2 represent fairly the state of the art at that time. This form had been in use in many countries for centuries. One of these wooden lathes, built in 1800, the same year as Maudslay’s lathe, Fig. 16, is also in the South Kensington Museum, and was in use as late as [p.42] 1879. Similar lathes are said to be still used by chair makers in certain portions of England.10
About 1830, shortly before his death, Maudslay designed and constructed a lathe with a face-plate 9 feet in diameter operating over a pit 20 feet deep. This lathe had a massive bed and was used to turn flywheel rims. It was fitted with a boring bar and was capable of boring steam cylinders up to 10 feet in diameter. We regret that no picture of this lathe is available. It would be interesting as it would show in a striking way the development of the slide-rest and lathe in the hands of this great mechanic.
Maudslay’s work on the screw thread was not confined to the lathe. He improved the system of taps and dies whereby they were made to cut the threads instead of squeezing them up, and he introduced the use of three or more cutting edges.11 He made the first move toward the systematizing of thread sizes and made a series of taps from 6 inches in diameter, for tapping steam pistons, down to the smallest sizes used in watch work. The diameters of these taps varied by eighths and sixteenths of an inch, and their threads were determined by the respective strengths of each screw. He established for his own use definite standard pitches. Many copies of these threads found their way to other shops and influenced the construction of similar tools elsewhere. In fact, Holtzapffel says: “I believe it may be fairly advanced, that during the period from 1800 to 1810, Mr. Maudslay effected nearly the entire change from the old, imperfect, accidental practice of screw making to the modern, exact, systematic mode now generally followed by engineers; and he pursued the subject of the screw [p.44] with more or less ardour, and at an enormous expense, until his death.”12
While we would not detract from the ingenuity of others who conceived the idea of the slide-rest and lead screw, enough has been given to show that no other mechanic of his day appreciated their possibilities as he did, and none embodied them in forms as useful. The fact that for many years the slide-rest was popularly known as “Maudslay’s go-cart” indicates that his contemporaries recognized him as its originator.
The business at Lambeth grew steadily until it employed several hundred men, and embraced the making of saw- and flour-mills, mint machinery and steam engines of all kinds. With his keen mechanical intuition he saw that the cumbersome wooden walking beam characteristic of the Newcomen and Watt engines was unnecessary. He therefore dispensed with it and drove direct from the engine crosshead to the crank, thus making the first direct-acting engine, which held the market for a long time. He built the first marine engines in England, and his leadership in that field was unchallenged for many years. Another of his inventions was the punching machine for punching boiler plates and iron work. His influence was felt in many directions in the field of machine design. He was the first to point out the weakness of the clean, sharp corners in castings which were so prized at that time, and advocated the use of fillets, showing that they greatly increased the strength.
To the end of his life he retained his personal dexterity at both the anvil and the bench. One of his greatest delights was to go into the shop and “have a go” at a piece of work which his workmen found impossible to do. One of his old workmen, years afterward, [p.44] speaking in kindling pride of him, said: “It was a pleasure to see him handle a tool of any kind, but he was quite splendid with an 18-inch file.” Nasmyth confirms this, saying: “To be permitted to stand by and observe the systematic way in which Mr. Maudslay would first mark or line out his work, and the masterly manner in which he would deal with his materials, and cause them to assume the desired forms, was a treat beyond all expression. Every stroke of the hammer, chisel, or file, told as an effective step towards the intended result. It was a never-to-be-forgotten lesson in workmanship, in the most exalted sense of the term. ... No one that I ever met with could go beyond Henry Maudslay himself in his dexterous use of the file. By a few masterly strokes he could plane surfaces so true that when their accuracy was tested by a standard plane surface of absolute truth they were never found defective; neither convex nor concave nor ‘cross-winding,’—that is, twisted.”13
Whitworth is usually credited with having been the originator of the method of making plane surfaces three at a time, using them to correct each other. Nasmyth, however, says that Maudslay used this method and that surface plates so made were in daily use in his shop. His testimony is so clear that it is given in full: “The importance of having Standard Planes caused him [i.e., Maudslay] to have many of them placed on the benches beside his workmen, by means of which they might at once conveniently test their work. Three of each were made at a time so that by the mutual rubbing of each on each the projecting surfaces were effaced. When the surfaces approached very near to the true plane, the still projecting minute points were carefully reduced by hard steel scrapers, until at last the standard plane surface was secured. When placed over each other they [p.45] would float upon the thin stratum of air between them until dislodged by time and pressure. When they adhered closely to each other, they could only be separated by sliding each off each. This art of producing absolutely plane surfaces is, I believe, a very old mechanical ‘dodge.’ But, as employed by Maudslay’s men, it greatly contributed to the improvement of the work turned out. It was used for the surfaces of slide valves, or wherever absolute true plane surfaces were essential to the attainment of the best results, not only in the machinery turned out, but in educating the taste of his men towards first-class workmanship.”14 Whitworth’s later success with the generation of plane surfaces seems clearly to be a refinement and outgrowth of Maudslay’s work.
Maudslay’s standard of accuracy carried him beyond the use of ordinary calipers, and he had a bench micrometer of great accuracy which he kept in his own workshop and always referred to as “The Lord Chancellor.” It was about 16 inches long and had two plane jaws and a horizontal screw. The scale was graduated to inches and tenths of an inch; and the index disk on the screw to one hundred equal parts. Speaking from the standpoint of fifty years ago, Nasmyth says: “Not only absolute measure could be obtained by this means, but also the amount of minute differences could be ascertained with a degree of exactness that went quite beyond all the requirements of engineering mechanism; such, for instance, as the thousandth part of an inch.”15
Maudslay’s record, as left behind him in steel and iron, would give him a secure place in engineering history, but his influence as a trainer of men is quite as great. He loved good work for its own sake and impressed that standard on all in his employ. Clement, Roberts, Whitworth, Nasmyth, Seaward, Muir and Lewis worked for him, and all showed throughout their lives, in a marked way, his influence upon them. Other workmen, whose names are not so prominent, spread into the various shops of England the methods and standards of Maudslay & Field (later Maudslay, Sons & Field) and made English tool builders the leaders of the world for fifty years.
J. G. Moon, who afterwards became manager of James Watt & Company of Soho, the successor of Boulton & Watt, was apprenticed to Maudslay, Sons & Field and gives the following picture of the shop at the zenith of its prosperity.
There were not more than perhaps a dozen lathes in use there, with cast-iron box beds such as we now know; but nearly all the lathes had been constructed by the firm itself and were made without a bed, the poppet or back center and the slide-rest being supported on a wrought-iron triangular bar, varying in size from, say, 3-in. to 6-in. side. This bar was supported on cast-iron standards, and reached from the fixed lathe head to the length required of the “bed.” If the lathes were self-acting, there were two such triangular bars with the guide screw running between them. The advantage of these lathes was great, for if a large chuck job was on hand, the bars could be withdrawn from the fixed head, supported on standards, and anything that would miss the roof or swing in a pit beneath could be tackled.
There was one screwing machine or lathe which all apprentices in the vice loft (as the fitting shop in which the writer was apprenticed was called) had to work during their curriculum— this was a small double-bar lathe with a guide screw between. The fixed head was on the right of the operator, and the lathe was worked by hand by means of a wheel very much like a miniature ship’s steering wheel. This wheel was about 2-ft. diameter, with handles round the rim, and we apprentices were [p.47] put at this machine to develop the muscles of the right arm. The advantages of having the fixed head on the right (instead of on the left, as in an ordinary lathe) was that in cutting a right-hand thread the tool receded away from the start and ran off the end, and thus prevented a “root in,” which might happen if, whilst pulling at the wheel, you became absorbed in the discussion of the abilities of a music-hall “star” or other equally interesting topics with a fellow-apprentice.
The writer remembers using a pair of calipers at that time, whose “points” were about ½ in. wide for measuring over the tops of a thread. These were stamped “J. Whitworth, 1830,” and formerly belonged to the great screw-thread reformer. Nearly all the bar lathes were driven by gut bands, and one can remember gut bands of 1-in. diameter being used.
Most of the planing machines were made and supplied by Joseph Whitworth & Co., and the tool boxes were of the “Jim Crow” type, which used to make a half-turn round by means of a cord when the belt was shifted at the end of each stroke, thus cutting each way. The forerunner of this used to interest the writer—a machine in the vice loft that was variously called a shaping machine and a planing machine. It was driven by means of a disc about 3-ft. diameter, with a slot down the disc for varying the stroke. A connecting rod from the disc to the tool box completed this portion of the machine. The tool box was supported and kept true by two cylindrical bars or guides on each side, so that the whole arrangement was like the cross-head of an engine worked by disc and connecting rod. On the top of the tool box was fixed a toothed sector of a wheel, and at the end of each stroke this sector engaged with a rack, and in this way the tool box took a half-turn and was ready for cutting on the return stroke. The writer understands that it was from this machine that Whitworth developed his “Jim Crow” tool box.
There was also a huge shaping machine, whose stroke was anything up to about 6 ft., which was simply a tool box fixed on the end of a large triangular bar of about 12-in. side with the “V” downwards. To the back of the bar was attached a rack, [p.48] and this, gearing with a pinion, gave the motion. It was a great fascination to watch this ponderous bar with its tool box slowly coming forward out of its casing and taking immense cuts.
Another machine tool that also used to interest the writer was a machine for turning the crank pins of very large solid cranks, the crank pins being about 18-in. to 20-in. diameter, and the crank shafts about 24-in. to 30-in. diameter. These immense crank shafts used to be set in the center of the machine, and the tool would travel round the crank pin until the work was completed, the feed being worked by means of a ratchet actuated by leaden weights falling to and fro as the machines slowly revolved.16
Maudslay was a large man, over 6 feet 2 inches in height, with a large, round head, a wide forehead, a good-humored face, and keen, straightforward eyes. His ringing laugh and cordial manner made friends everywhere and his kindliness and unvarying integrity held them. It will repay anyone who cares to do so to look up the account of him as given in the “Autobiography of James Nasmyth,” who went to Maudslay as a young man and worked beside him as his private assistant. In reading this affectionate account one can easily see why Maudslay influenced those about him so deeply and why he raised the standard of his craft. Like Nasmyth and many other great mechanics, Maudslay became interested in astronomy, and at the time of his death he was planning to build a 24-inch reflecting telescope for his own use. He patented but few inventions, and relied rather upon his reputation and workmanship to protect him. He was full of quaint maxims and remarks, as true today as then, the outcome of keen observation and wide experience. He used to say: “First get a clear notion of what you desire to accomplish and then in all probability you will succeed in doing [p.49] it.” “Keep a sharp lookout upon your material.” “Get rid of every pound of material you can do without; put to yourself the question, ‘What business has this to be there?’” “Avoid complexities. Make everything as simple as possible.”
His shop was the pride of the country, and Nasmyth tells of the intimate visits of Faraday, Bentham, Brunel, Chantrey the sculptor, Barton of the Royal Mint, and Bryan Donkin the engineer, who used to call and chat with him while he worked at his bench.
No better tribute to Maudslay and his influence can be given than that of Nasmyth, who said that his “useful life was enthusiastically devoted to the great object of producing perfect workmanship and machinery; to him we are certainly indebted for the slide-rest and indirectly so for the vast benefits which have resulted from the introduction of so powerful an agent in perfecting our machinery and mechanism generally. The indefatigable care which he took in inculcating and diffusing among his workmen and mechanical men generally, sound ideas of practical knowledge and refined views of constructions, has and ever will continue to identify his name with all that is noble in the ambition of a lover of mechanical perfection. The vast results which have sprung from his admirable mind, are his best monument and eulogium.”17
1 For best accounts of Maudslay, see Smiles’ “Industrial Biography,” Chap. XII, and “Autobiography of James Nasmyth.”
2 “Des Instruments Mathématiques et Méchaniques, &c, Inventées par Jacques Besson.” First Latin and French Edit., 1569. Plate 9. Two later editions were published at Lyons, one in 1578 and one in 1582. The same copper plates in the three editions.
3 Holtzapffel: “Turning and Mechanical Manipulation,” Vol. II, p. 618. London, 1847.
4 Buchanan: “Practical Essays on Mill Work and Other Machinery.” London, 1841. Volume of Plates.
5 See the British patent records. Patent No. 1951, dated April 23, 1793.
6 Holtzapffel. Vol. II, pp. 635-655.
7 No. 1601 in South Kensington Museum, London. Cat. M. E. Collection, Part II, p. 266.
8 No. 1602 in South Kensington Museum, London. Cat. M. B. Collection, Part II, pp. 266-267.
9 “Autobiography of James Nasmyth,” p. 140. London, 1883.
10 No. 1596 in South Kensington Museum, London. Cat. M. E. Collection, Part II, p. 264.
11 Holtzapffel, Vol. II, p. 646.
12 Ibid., Vol. II, p. 647.
13 “Autobiography of James Nasmyth,” pp. 147-148. London, 1883.
14 Ibid., pp. 148-149.
15 Ibid., p. 150.
16 Junior Institution of Engineers, pp. 167-168. London, 1914.
17 T. Baker: “Elements of Mechanism,” p. 232. Second Edition with remarks by James Nasmyth. London, 1858-1859.
- Science Quotes by Henry Maudslay.
- 22 Aug - short biography, births, deaths and events on date of Maudslay's birth.
- Henry Maudslay and Modern Tools (1918)
- Henry Maudslay & the Pioneers of the Machine Age, by John Cantrell and Gillian Cookson (eds). - book suggestion.